

Measure the savings by adding up the true costs of conventional out-of-service inspection.
The total cost of conventional inspections are far greater than the expense of cleaning and MFE inspection. The cost of material transfer, product downgrades and tank downtime are enormous.
The hidden cost of premature repairs can be just as high. When the tank is empty, you will ll have to complete all repairs quickly. This usually means paying a premium for service and completing repairs that are not necessary for another five to 10 years. Now you can reduce costs by completing an API 653 inspection of your AST (Above- Ground Storage Tank) without taking the tank down for manual cleaning and inspection
RTI can scan the floor of a full tank while in- service and provide you with a quantitative assessment of tank floor integrity all with greater reliability and
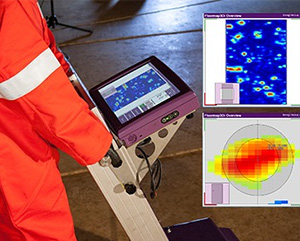
The RTI service follows a digital inspection grid and collects more than 200,000 UT scans* for computer analysis.
The RTI service systematically scans the tank bottom with an array of eight ultrasonic transducers, and relays high- volume UT data for analysis. The robot pushes sludge aside as it travels, making cleaning and waste disposal unnecessary in many cases* Based on the average scan pattern in a 30m Diameter tank.
High-density UT scanning reveals more about the true condition of your tank. The full Service tank inspection provides a complete, 10-year API 653 report on the condition of your tank.
Your report includes:
The tank inspection report also gives you a recommended timetable for future repairs. This powerful tool enables you to manage costs and cash flow by scheduling out-of-service cleaning and repairs efficiently
High-Density UT Scanning Reveals More About the True Condition of Your Tank
The RTI service systematically scans the tank floor and collects a high volume of UT data for analysis. Unlike traditional inspection technologies, the RTI scanning system is not affected by tank coatings, including fiberglass. Incoming data streams pinpoint areas of corrosion and quantify the remaining plate thickness.
Verification Studies prove that this is the API 653 inspection you can rely on.
In study after study, the RTI system was tested side by side against the traditional out-of-service method. Tanks were first tested robotically while in operation, and then drained, cleaned and inspected conventionally. These results consistently confirmed that the RTI evaluation yielded an estimate of remaining useful floor life that was identical to an out- of-service inspection.
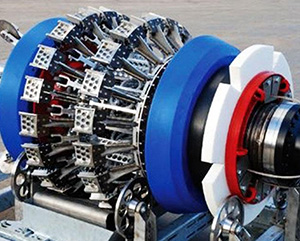
Tank Floor MFL scanning is a non-destructive examination method which uses a magnetic field to detect corrosion and pitting in carbon steel. A powerful magnet is scanned close to the surface to saturate the steel with the magnetic field.
The magnetic field leaks from the steel where there is corrosion and this is detected by the scanner. Between the scanner bridge magnetic poles, a near-saturation magnetic flux is induced in the material examined. The scanner sensor detects flux leakage changes when the plate thickness changes. This may indicate the presence of discontinuities, such as pitting and corrosion, on the process and/or soil side. The scanner is moved over the entire tank bottom surface to provide the required inspection coverage. Technicians interpret the scanner display to identify damaged areas and in some cases, estimate the amount of metal loss. Thickness losses detected by ultrasound are reported and mapped in a CAD rendering of the floor.





Drilling is an integral part of the Oil exploration activities and as such cannot be overemphasized. Our services cover a wide range of OCTG Integrity checks designed to identify possible defects on your Drill Stem which are the main causes of down-hole failures.
EECL OCTG Inspection division is a universal service provider for inspection, testing and certification services in an oil field industry supported by wide experienced inspection engineers and technicians, we offers cost effective and timely services to our clients for smooth, safe and profitable operations of their facilities.
We do visual/dimensional inspection of Drill pipes/Casing/Tubing/BHA tools/HWDPS/Rig parts and Handling equipment in order to confirm the acceptability as per required standards Eg:-API RP7G/TH Hill DS-1/NS-2 etc.
We have full length EMI inspection pipe surface inspection units, which are capable of detecting transverse and 3 dimensional flaws such as pits, seams linear & rounded. We are providing the inspection services to Drilling contractors/IOC�S/Rental services/manufactures etc.

Pulsed Eddy Current is a unique corrosion survey method that allows ferrous objects to be surveyed without the need to make contact with the surface (in contrast with ultrasonics). This means that measurements can be performed on objects covered with insulation, asbestos, fireproofing, concrete or coating. The high costs for removal of insulation can therefore be avoided. Scaffolding can be reduced by using rope access or by mounting the measuring sensor on an extension pole.
Principle
An eddy current sensor is placed on top of the thermal insulation. By means of a low frequency (pulsed) magnetic field, eddy currents are generated in the material. By measuring the duration of the eddy currents, a thickness calculation is made. This thickness calculation gives the average thickness of the material, within the enclosed magnetic field (footprint). The diameter of the footprint varies between 25 and 150mm dependent on wall thickness and thickness of the insulation.
Performance
Typical applications
On (large) insulated objects where high costs are incurred in crane rental or scaffolding erection, PEC can reduce costs up to 80% compared to the conventional approach.
The position of PEC measurement is not restricted to the location of an inspection aperture in the insulation (i.e. ultrasonics). Readings can be taken anywhere on surface of the object.
Up to 1000 measurements can be taken in a 10 hour shift. This production rate mostly depends on accessibility.


© 2024. All rights reserved by 'Engenius Engineering Consultancy Limited'.